




为了让您更地了解我们的异型管梅花钢管品质优选产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:台州仙居异型管梅花钢管品质优选的图文介绍

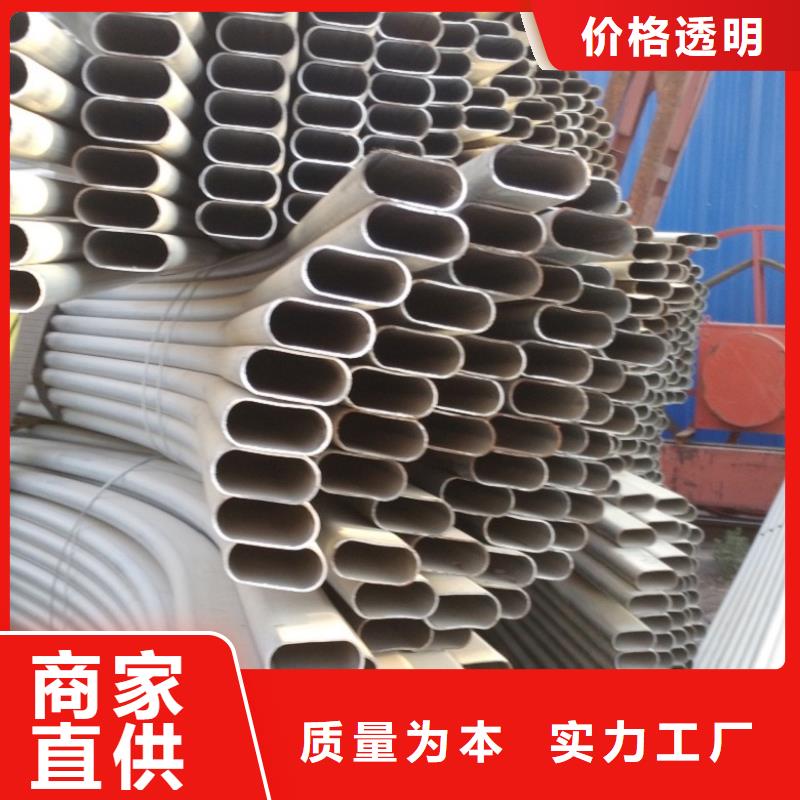
台州仙居异型管可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。
因此,台州仙居异型管以轧制方法生产为主。在现代化的轧钢生产中,使用 轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下。
这样就需要在 机架后设置轧边端机,俗称轧边机,台州仙居异型管以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组。


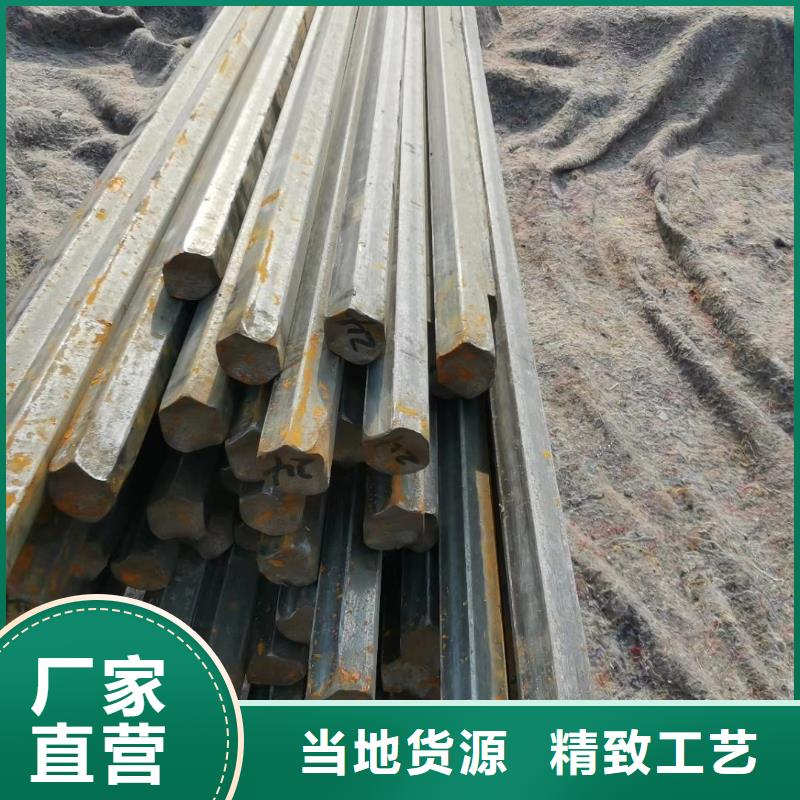
台州仙居异型管管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;
台州仙居异型管管液压试验:用水或规定液体充满金属管,在一定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;
台州仙居异型管淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的方法主要是 标准规定的结构钢末端淬火试验方法;
台州仙居异型管切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,切削力较小等,都表示该金属材料的切削加工性好;



乐道精密钢管厂家(台州市仙居县分公司)是一家高度专业化的公司,专业营销管理能力和财务管控能力,紧紧围绕核心形成的优势。以质量求生存,公司拥有庞大的销售服务体系、先进的技术、专业的设计团队。我们注重产品质量的同时更注重售前、售中和售后的服务。公司主张长期合作、持续经营、跨步发展。
面对经济全球化的要求,公司将继续秉承“打造精品,做强企业,奉献社会”的企业宗旨,发扬“团结协作,勤奋敬业,务实创新,的企业精神,努力践行“不在守业中求生,要在扩业中图强”的发展理念,科学整合资源,加强企业管理,增强企业核心竞争能力。
公司坚持优良服务,诚信为本,与时俱进,科技为先的企业理念,坚持科技先导、用户至上的宗旨,竭诚为广大用户服务。

台州仙居异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
台州仙居异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
台州仙居异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
台州仙居异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
台州仙居异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
台州仙居异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
台州仙居异型管焊嘴与异型管间的距离以15-25mm为宜。

